

減少銅電解系統殘極斷落的生產實踐
返回列表發布日期:2019-10-16 10:08:27 |
摘 要 :針對江銅貴冶電解車間 ISA 法殘極大量斷落所遇到的問題,結合生產實際操作,了解 ISA 法電解所需陽極板的工藝要求,銅電解的原理以及銅電解過程中電流強度大小、通電時間長短、電解過程中電解液液位停留的時間長短對殘極斷落的影響,總結造成殘極斷落的主要原因并針對原因提出了解決方案,從而保證了系統生產的穩定運行。
1 引言
貴冶電解車間二系列生產系統自 2003 年投產以來,已經運行了 16 年。隨著工廠生產規模的持續擴大,二系列作業量逐年升高,生產系統長周期的運行導致生產條件劣化現象嚴重,特別是在進行外購復雜物料反復生產實驗時,導致殘極斷落現象異常增多。這樣需要頻繁對斷落殘極進行處理,一方面人為處理斷耳殘極增加了員工的勞動強度,存在著極大的安全隱患 ;另一方面斷耳殘極造成了電解設備的損壞,增加了故障的頻率,降低了設備的使用壽命,對生產系統的穩定運行和系統作業率產生直接的影響。從生產過程中看,降低殘極斷落數量在穩定系統作業率中起到極大的作用。
2 工藝簡介
ISA 法銅電解精煉是采用純凈 316L 不銹鋼陰極板作陰極,陽極銅板作陽極,電解液主要為含有游離硫酸的硫酸銅溶液。銅電解精煉過程示意圖,如圖 1 所示。
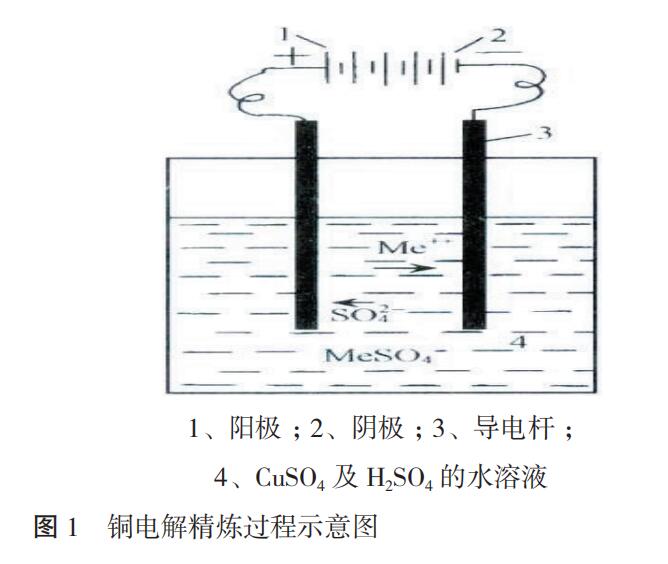 在陰極銅銅電解精煉過程中,兩極上的主要反應是粗銅在陽極上的溶解和銅離子在陰極上的析出。粗銅在電解液中,經過電離作用后所剩余的部分稱作殘極。
在陰極銅銅電解精煉過程中,兩極上的主要反應是粗銅在陽極上的溶解和銅離子在陰極上的析出。粗銅在電解液中,經過電離作用后所剩余的部分稱作殘極。
3 現狀分析
根據實際生產狀況,對貴冶電解車間二系列2018 年斷落殘極的情況進行分類統計,其中全年累計斷落殘極塊數 1689 塊,因陽極物料偏差、電解電流過大、電解通電時間較長、電解液位控制不當因素影響造成殘極斷落 1482 塊,占全部影響因素的 87.74%。殘極斷落因素分析表,如表 1 所示。
 極耳部及板面壓平、測重,測厚、銑耳(側銑和底銑)、排距及極距矯正、廢品輸出五大功能。機組作業中在控制好銅陽極中各元素的化學成分的前提下,陽極銅化學成分,如表 2 所示。
極耳部及板面壓平、測重,測厚、銑耳(側銑和底銑)、排距及極距矯正、廢品輸出五大功能。機組作業中在控制好銅陽極中各元素的化學成分的前提下,陽極銅化學成分,如表 2 所示。
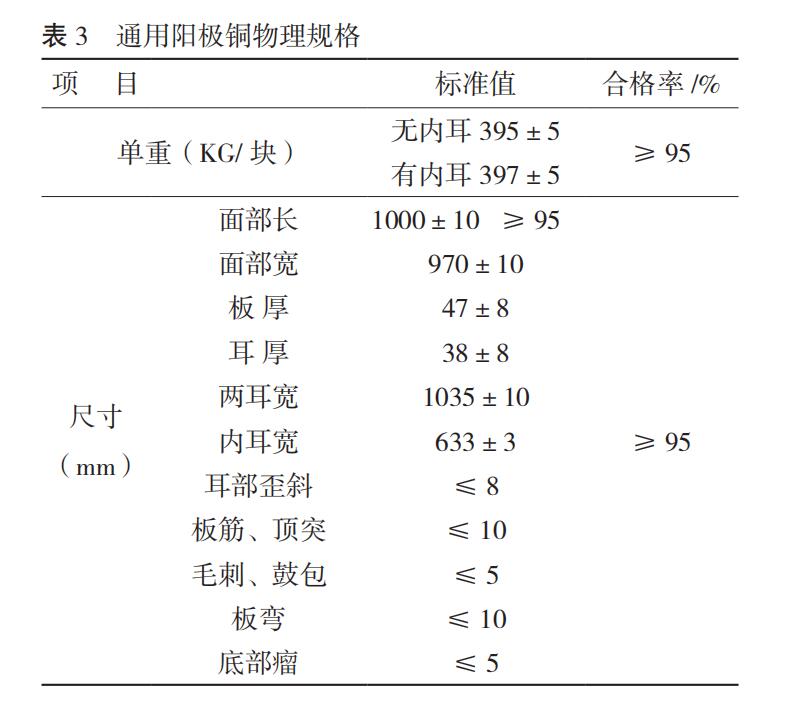
要求機組加工工段嚴格按照工廠通用型陽極銅物理規格數據,通用陽極銅物理規格,如表 3 所示。根據生產實際需求進行機組基準參數設置,實現對每一塊上機陽極板物理規格的在線監測,對其中不符合工藝要求的陽極板自動拒收并進行集中單獨堆放,同時對物理規格異常的陽極板及時進行原因分析,積極與熔煉車間溝通使問題在前端得到處理,從而確保每一塊電解陽極銅達到生產的工藝要求。通過規范機組拒收參數設置,基本上消除了前端因物料物理規格差,造成的殘極大量斷耳的情況。
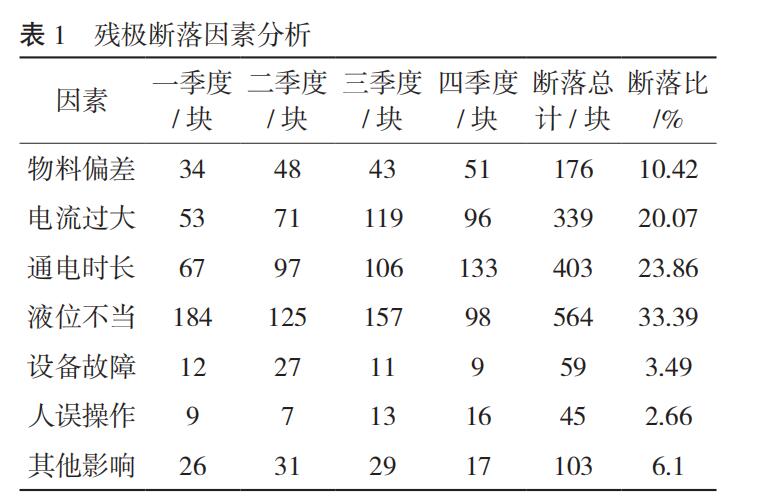 從殘極斷落因素分析表中可以看出陽極物理規格偏差、電解過程中電流密度過大、通電時間過長、電解液液位控制時間不當四個方面,是造成殘極大量斷落的主要因素。結合生產實際從這四個方面著手分析,提出可行的解決方法,從而達到減少殘極斷落的目的。
從殘極斷落因素分析表中可以看出陽極物理規格偏差、電解過程中電流密度過大、通電時間過長、電解液液位控制時間不當四個方面,是造成殘極大量斷落的主要因素。結合生產實際從這四個方面著手分析,提出可行的解決方法,從而達到減少殘極斷落的目的。
4 改善實踐
4.1 設置好上機陽極板的工藝參數
ISA 陽極加工機組,它具有對毛刺面朝北的陽
 4.2 穩定電解過程中電流強度
4.2 穩定電解過程中電流強度
在銅電解生產實際過程中,電流效率是衡量電解過程的一項重要指標 , 而電流強度的大小對電流效率指標好壞產生直接影響。由電流效率的定義知,電流效率是指銅電解精煉過程中,陰極上實際析出的銅量與理論析出銅量的百分比。即 :η =M/(Q·I·T·N×10-6)*100%式中 :η- 電流效率(%),M- 當日出銅電解槽實際陰極析出量(t),Q- 銅的電化當量(1.18548g/A·h),I- 電流強度(A)(平均),T- 通電時間(h),N- 電解槽個數(當日出銅槽數)。
推導得出當日出銅電解槽實際陰極析出量 M=Q·I·T·N·η×10-6。在其他條件不變的情況下,電流強度 I 增加時,單位時間內在陰極上析出銅量亦隨之增加,導致陽極銅電離作用加快,陽極銅的不斷溶解造成了殘極的不斷變薄,出現的殘極的大量斷落。
根據實際生產需要,在槽面電解生產管理的過程中,應隨時關注陽極銅的電解溶解態勢,當陽極銅溶解較快時,及時調整電流大小,從而減少出槽作業時殘極的大量斷落。
4.3 調整好電解槽通電時間
由公式 :當日出銅電解槽實際陰極析出量 M=Q·I·T·N·η×10-6 得知,在其他條件不變的情況下,隨著通電時間 t 的增加,陽極上放電溶解銅量亦隨之增加,從而導致殘極不斷變薄,系統作業時殘極出現大量斷落。
由于諸多作業因素的影響,導致電解槽通電時間長短不一,應在日常作業中建立系統作業送電時間記錄表。槽面出槽作業停電時,根據裝槽送電時間表以裝槽作業送電時間早晚來調整出槽作業停電時間長短。在陽極銅電解后期,要密切關注殘極的變化,當發現殘極普遍偏薄時,應做到提前停電,可以有效地減少出槽作業時大量殘極斷落。
4.4 控制好電解液液位提放時間
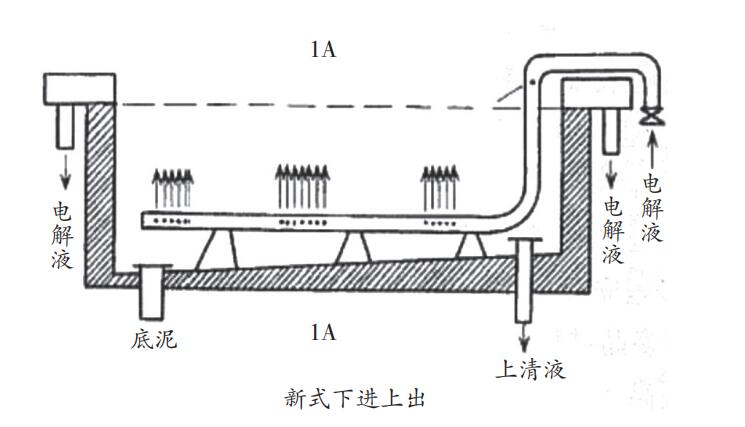
在電解過程中,電解液必須不斷地循環流通,以保持電解槽內電解液溫度均勻,濃度均勻。貴冶電解車間槽面循環方式為采用電解液與陰極板面平行流動的循環方式[6],即槽底中央進液、槽上兩端出液的新“下進上出”循環方式,它是在電解槽底中央沿著槽的長度方向設一個進液管 (PVC硬管 ) 或在槽底兩側設兩個平行的進液管,通過沿管均布的小孔 ( 孔距與同名極距相同 ) 給液。排液漏斗安放在槽兩端壁上預留的出液口上,并與槽內襯連成整體,電解液循環方式示意圖,如圖 2所示。
 通過在電解槽槽體兩端的出液位置安裝液位計即可調整電解液液位的高低,并按指定的提放液位時間和提放液位高度進行槽面液位提放。電解液在高液位時間過長,會導致陽極銅橫梁頂部溶解過多,殘極頂部太薄,在重力影響下造成殘極從橫梁處斷裂 ;電解液在低液位時間過長,會導致陽極銅上部溶解過少,造成殘極率偏大,殘極率太高就會造成返爐費用增加成本升高。因此控制好電解液在高低液位的時間至關重要。
通過在電解槽槽體兩端的出液位置安裝液位計即可調整電解液液位的高低,并按指定的提放液位時間和提放液位高度進行槽面液位提放。電解液在高液位時間過長,會導致陽極銅橫梁頂部溶解過多,殘極頂部太薄,在重力影響下造成殘極從橫梁處斷裂 ;電解液在低液位時間過長,會導致陽極銅上部溶解過少,造成殘極率偏大,殘極率太高就會造成返爐費用增加成本升高。因此控制好電解液在高低液位的時間至關重要。
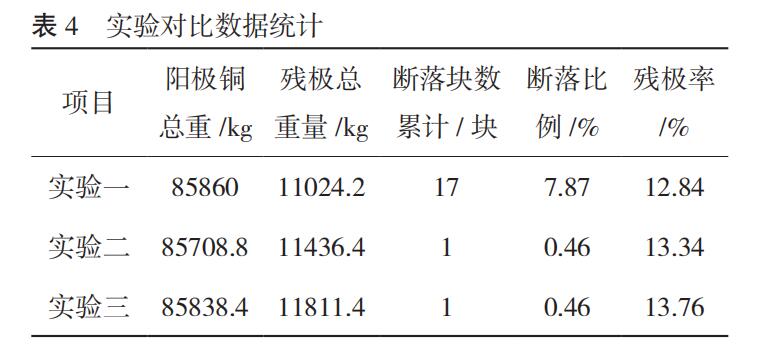
在實際生產中,通過實驗效果對比來探尋最合適的電解液液位提放時間。貴冶電解車間二系列生產系統陽極銅電解周期為 20 天,經 2 次電解后經行車吊運至殘極機組排出。我們以陽極銅電解半周期 10 天為例,分別以 4 個電解槽為一組進行分類實驗。 其中數據如下 :試驗一 :4 槽陽極銅單塊均重 397.5kg,216 塊,電解液液位提放時間為前 5天高液位、中間 4 天低液位、最后 1 天高液位 ;試驗二 :4 槽陽極銅單塊均重 396.8kg,216 塊,電解液液位提放時間為前 4 天高液位、中間 5 天低液位、最后 1 天高液位 ;試驗三 :4 槽陽極銅單塊均重397.4kg,216 塊,電解液液位提放時間為前 3 天高液位、中間 6 天低液位、最后 1 天高液位,三組試驗在同一條件下同時進行。經過 20 天電解后得出數據統計表,如表 4 所示。
殘極率定義為返回冶煉部分的殘極重量與同塊數的陽極重量的百分比[7]。根據殘極率定義計算殘極率,通過上述試驗數據得出試驗一較試驗二、試驗二會出現殘極大量斷落,試驗二和試驗三比較,結合貴溪冶煉廠殘極率的標桿指標數據,綜上數據得出試驗二是最合理的電解液液位提放時間,即電解液液位提放時間為前 4 天高液位、中間 5 天低液位、最后 1 天高液位。通過合理控制電解液液位在不同位置的停留時間,有效地減少了殘極的大量斷落。
 5 效果驗證
5 效果驗證
通過以上生產措施實踐后,再次對貴冶電解車間二系列 2018-2019 年 1-4 月同期斷耳殘極總量進行了統計,如圖 3 所示。從圖中可以看出,2019年 1-4 月份斷耳殘極量,較 2018 年有了明顯的下降,因此上述改善措施是有效可行的。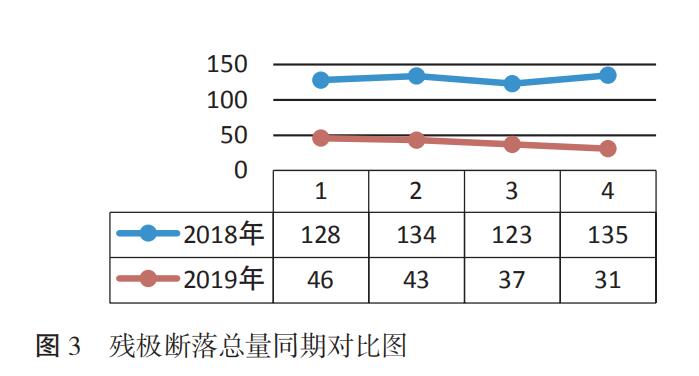 6 結語
6 結語
經過近 4 個月的生產實踐,通過對各生產工藝指標和流程的優化,極大的減少了殘極的斷落。基本上消除了在生產運行過程中,因殘極斷落對作業率的影響。不僅降低了員工的勞動強度,減少了員工因處理故障帶來的不安全因素,杜絕了安全事故的發生,而且縮短了系統作業時間,降低了系統交流電單耗 , 提高了系統作業率,為完成電解全年的產量和能耗指標提供了有利的保障。
相關內容:磁性浮子液位計
1 引言
貴冶電解車間二系列生產系統自 2003 年投產以來,已經運行了 16 年。隨著工廠生產規模的持續擴大,二系列作業量逐年升高,生產系統長周期的運行導致生產條件劣化現象嚴重,特別是在進行外購復雜物料反復生產實驗時,導致殘極斷落現象異常增多。這樣需要頻繁對斷落殘極進行處理,一方面人為處理斷耳殘極增加了員工的勞動強度,存在著極大的安全隱患 ;另一方面斷耳殘極造成了電解設備的損壞,增加了故障的頻率,降低了設備的使用壽命,對生產系統的穩定運行和系統作業率產生直接的影響。從生產過程中看,降低殘極斷落數量在穩定系統作業率中起到極大的作用。
2 工藝簡介
ISA 法銅電解精煉是采用純凈 316L 不銹鋼陰極板作陰極,陽極銅板作陽極,電解液主要為含有游離硫酸的硫酸銅溶液。銅電解精煉過程示意圖,如圖 1 所示。
3 現狀分析
根據實際生產狀況,對貴冶電解車間二系列2018 年斷落殘極的情況進行分類統計,其中全年累計斷落殘極塊數 1689 塊,因陽極物料偏差、電解電流過大、電解通電時間較長、電解液位控制不當因素影響造成殘極斷落 1482 塊,占全部影響因素的 87.74%。殘極斷落因素分析表,如表 1 所示。
要求機組加工工段嚴格按照工廠通用型陽極銅物理規格數據,通用陽極銅物理規格,如表 3 所示。根據生產實際需求進行機組基準參數設置,實現對每一塊上機陽極板物理規格的在線監測,對其中不符合工藝要求的陽極板自動拒收并進行集中單獨堆放,同時對物理規格異常的陽極板及時進行原因分析,積極與熔煉車間溝通使問題在前端得到處理,從而確保每一塊電解陽極銅達到生產的工藝要求。通過規范機組拒收參數設置,基本上消除了前端因物料物理規格差,造成的殘極大量斷耳的情況。
4 改善實踐
4.1 設置好上機陽極板的工藝參數
ISA 陽極加工機組,它具有對毛刺面朝北的陽
在銅電解生產實際過程中,電流效率是衡量電解過程的一項重要指標 , 而電流強度的大小對電流效率指標好壞產生直接影響。由電流效率的定義知,電流效率是指銅電解精煉過程中,陰極上實際析出的銅量與理論析出銅量的百分比。即 :η =M/(Q·I·T·N×10-6)*100%式中 :η- 電流效率(%),M- 當日出銅電解槽實際陰極析出量(t),Q- 銅的電化當量(1.18548g/A·h),I- 電流強度(A)(平均),T- 通電時間(h),N- 電解槽個數(當日出銅槽數)。
推導得出當日出銅電解槽實際陰極析出量 M=Q·I·T·N·η×10-6。在其他條件不變的情況下,電流強度 I 增加時,單位時間內在陰極上析出銅量亦隨之增加,導致陽極銅電離作用加快,陽極銅的不斷溶解造成了殘極的不斷變薄,出現的殘極的大量斷落。
根據實際生產需要,在槽面電解生產管理的過程中,應隨時關注陽極銅的電解溶解態勢,當陽極銅溶解較快時,及時調整電流大小,從而減少出槽作業時殘極的大量斷落。
4.3 調整好電解槽通電時間
由公式 :當日出銅電解槽實際陰極析出量 M=Q·I·T·N·η×10-6 得知,在其他條件不變的情況下,隨著通電時間 t 的增加,陽極上放電溶解銅量亦隨之增加,從而導致殘極不斷變薄,系統作業時殘極出現大量斷落。
由于諸多作業因素的影響,導致電解槽通電時間長短不一,應在日常作業中建立系統作業送電時間記錄表。槽面出槽作業停電時,根據裝槽送電時間表以裝槽作業送電時間早晚來調整出槽作業停電時間長短。在陽極銅電解后期,要密切關注殘極的變化,當發現殘極普遍偏薄時,應做到提前停電,可以有效地減少出槽作業時大量殘極斷落。
4.4 控制好電解液液位提放時間
在電解過程中,電解液必須不斷地循環流通,以保持電解槽內電解液溫度均勻,濃度均勻。貴冶電解車間槽面循環方式為采用電解液與陰極板面平行流動的循環方式[6],即槽底中央進液、槽上兩端出液的新“下進上出”循環方式,它是在電解槽底中央沿著槽的長度方向設一個進液管 (PVC硬管 ) 或在槽底兩側設兩個平行的進液管,通過沿管均布的小孔 ( 孔距與同名極距相同 ) 給液。排液漏斗安放在槽兩端壁上預留的出液口上,并與槽內襯連成整體,電解液循環方式示意圖,如圖 2所示。
在實際生產中,通過實驗效果對比來探尋最合適的電解液液位提放時間。貴冶電解車間二系列生產系統陽極銅電解周期為 20 天,經 2 次電解后經行車吊運至殘極機組排出。我們以陽極銅電解半周期 10 天為例,分別以 4 個電解槽為一組進行分類實驗。 其中數據如下 :試驗一 :4 槽陽極銅單塊均重 397.5kg,216 塊,電解液液位提放時間為前 5天高液位、中間 4 天低液位、最后 1 天高液位 ;試驗二 :4 槽陽極銅單塊均重 396.8kg,216 塊,電解液液位提放時間為前 4 天高液位、中間 5 天低液位、最后 1 天高液位 ;試驗三 :4 槽陽極銅單塊均重397.4kg,216 塊,電解液液位提放時間為前 3 天高液位、中間 6 天低液位、最后 1 天高液位,三組試驗在同一條件下同時進行。經過 20 天電解后得出數據統計表,如表 4 所示。
殘極率定義為返回冶煉部分的殘極重量與同塊數的陽極重量的百分比[7]。根據殘極率定義計算殘極率,通過上述試驗數據得出試驗一較試驗二、試驗二會出現殘極大量斷落,試驗二和試驗三比較,結合貴溪冶煉廠殘極率的標桿指標數據,綜上數據得出試驗二是最合理的電解液液位提放時間,即電解液液位提放時間為前 4 天高液位、中間 5 天低液位、最后 1 天高液位。通過合理控制電解液液位在不同位置的停留時間,有效地減少了殘極的大量斷落。
通過以上生產措施實踐后,再次對貴冶電解車間二系列 2018-2019 年 1-4 月同期斷耳殘極總量進行了統計,如圖 3 所示。從圖中可以看出,2019年 1-4 月份斷耳殘極量,較 2018 年有了明顯的下降,因此上述改善措施是有效可行的。
經過近 4 個月的生產實踐,通過對各生產工藝指標和流程的優化,極大的減少了殘極的斷落。基本上消除了在生產運行過程中,因殘極斷落對作業率的影響。不僅降低了員工的勞動強度,減少了員工因處理故障帶來的不安全因素,杜絕了安全事故的發生,而且縮短了系統作業時間,降低了系統交流電單耗 , 提高了系統作業率,為完成電解全年的產量和能耗指標提供了有利的保障。
相關內容:磁性浮子液位計